FG-Katalogo Vitrofibro Forta kaj Malpeza Vitrofibro Produkto



Produkta apliko: Vitra fibro-bendo estas ĉefe uzata en industrio: varmega izolado, fajrorezista, inflama malrapidigo, sigelo, ktp. Precipe, ĝi estas aplikata al la sigelo kaj protekto de ĉiaj hejmaj kamenoj.
Teknika Superrigardo:
Labora Temperaturo:
550℃
Grandeca Gamo:
Larĝo: 15-300 mm
dikeco: 1,5-5 mm
Norma longo: 30M
Pli da scio pri vitrofibro
VITRA FINO
La procezo de transformado de fandita vitro en fibrojn per hejtado kaj tirado de vitro en fajnajn fibrojn estas konata de jarmiloj; tamen, nur post kiam la industria evoluo dum la 1930-aj jaroj ebligis amasproduktadon de tiuj produktoj taŭgaj por la tekstilaj aplikoj.
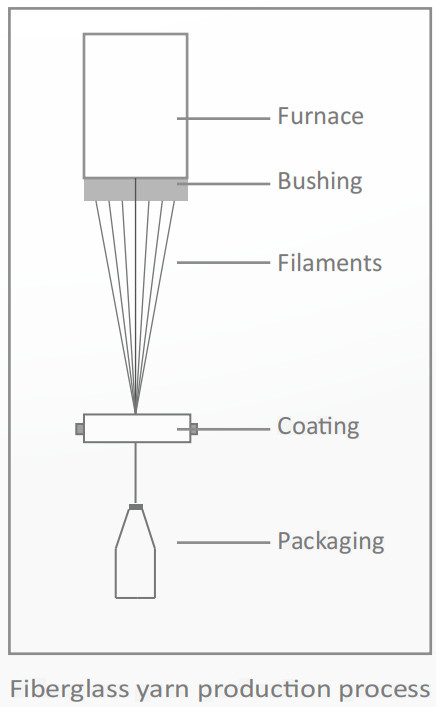
La fibroj estas akiritaj per kvinpaŝa procezo konata kiel batado, fandado, fibrigado, tegaĵo kaj sekigado/pakado.
•Batado
Dum ĉi tiu paŝo, la krudaĵoj estas zorge pesitaj en precizaj kvantoj kaj plene miksitaj aŭ batitaj. Ekzemple, E-Glass, estas kunmetita de SiO2 (siliko), Al2O3 (aluminia rusto), CaO (kalciooksido aŭ kalko), MgO (magneziooksido), B2O3 (borooksido), ktp...
•Fandiĝo
Post kiam la materialo estas batita, tiam estas sendita al specialaj fornoj kun temperaturo de ĉirkaŭ 1400 °C. Normale fornoj estas dividitaj en tri sektojn kun malsama temperaturo.
• Fiberigo
La fandita vitro pasas tra buŝo farita el eroziorezista platenalojo kun determinita nombro da tre fajnaj orificioj. Akvojetoj malvarmigas la filamentojn kiam ili eliras el la buŝo kaj estas sinsekve kolektitaj kune per altrapidaj bobeniloj. Ĉar streĉiteco estas ĉi tie aplikata la fluo de fandita vitro estas tirita en maldikajn filamentojn.
•Tegaĵo
Kemia tegaĵo estas aplikata sur la filamentoj por funkcii kiel lubrikaĵo. Ĉi tiu paŝo estas necesa por protekti la filamentojn kontraŭ abrazado kaj rompiĝo, kiam ili estas kolektitaj kaj volvitaj en formado de pakaĵoj.
•Sekigado/pakado
La tiritaj filamentoj estas kolektitaj kune en faskon, formante vitrofadenon kunmetitan de diversa nombro da filamentoj. La fadeno estas bobenita sur tamburo en formantan pakaĵon kiu similas bobenon de fadeno.
FENA NOMENKLATURO
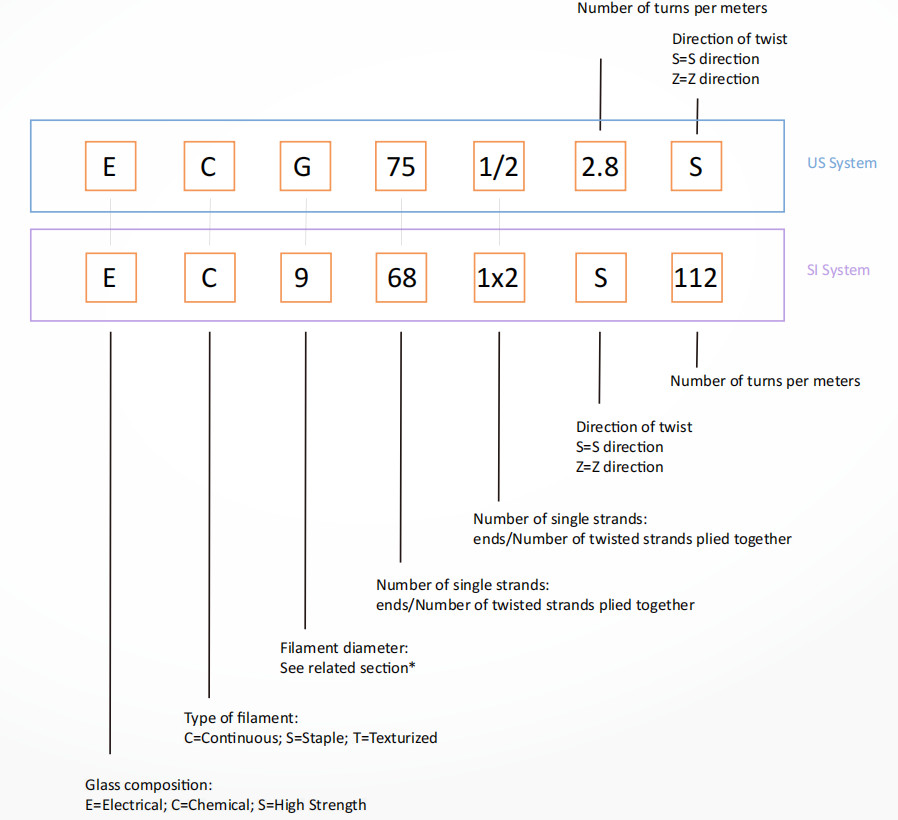
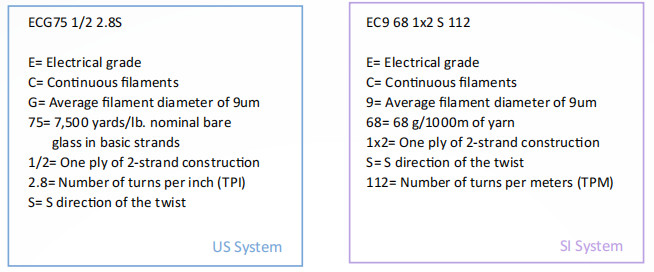
Vitrofibroj estas normale identigitaj aŭ per usona kutima sistemo (colo-funta sistemo) aŭ per la SI/metrika sistemo (TEX/metrika sistemo). Ambaŭ estas internacie agnoskitaj mezurnormoj, kiuj identigas la vitran komponadon, filamentan tipon, fadenkalkulon kaj fadenkonstruaĵon.
Malsupre estas la specifa identigsistemo por ambaŭ normoj:
FENA NOMENKLATURO (daŭrigo)
Ekzemploj de fadena identigsistemo
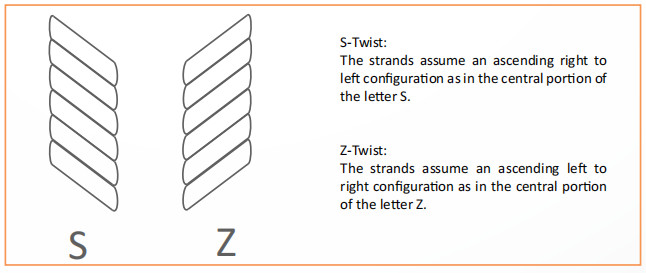
Twist direkte
La tordaĵo estas aplikata meĥanike al fadenoj por disponigi avantaĝojn laŭ plibonigita abraziorezisto, pli bona pretigo kaj pli alta tirstreĉo-rezisto. La direkto de la tordaĵo estas normale indikita aŭ per la litero S aŭ Z.
La S aŭ Z-direkto de la fadeno povas esti rekonita per la deklivo de la fadeno kiam ĝi estas tenita en vertikala pozicio.
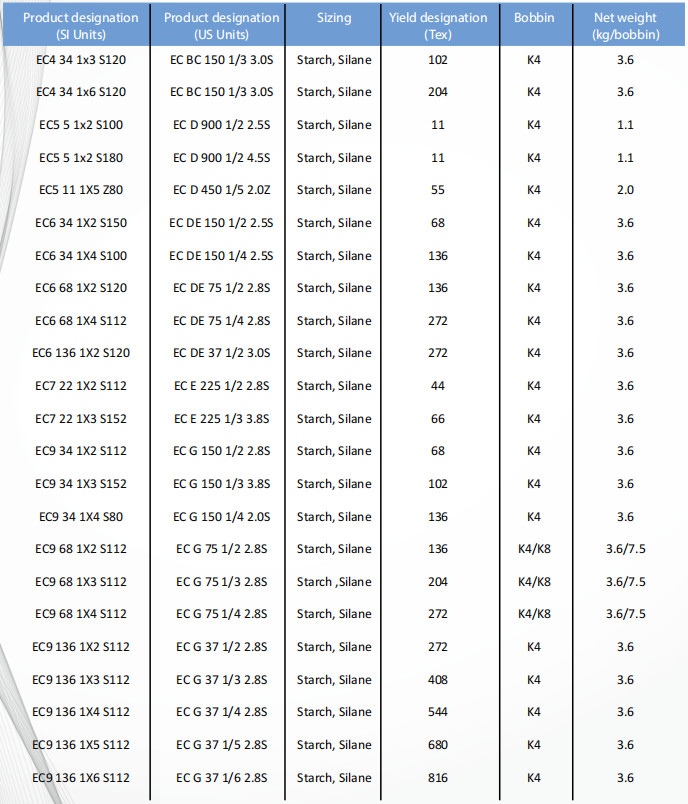
FENA NOMENKLATURO (daŭrigo)
Diametroj de fadenoj -Komparaj valoroj inter Usono kaj SI-sistemo
| Usonaj Unuoj (letero) | SI-unuoj (mikronoj) | SI-unuoj TEX (g/100m) | Proksimume Nombro da filamentoj |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Komparvaloroj - Strand Twist
| TPI | TPM | TPI | TPM |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
FENALOJ
E-Glass Kontinua tordita fadeno
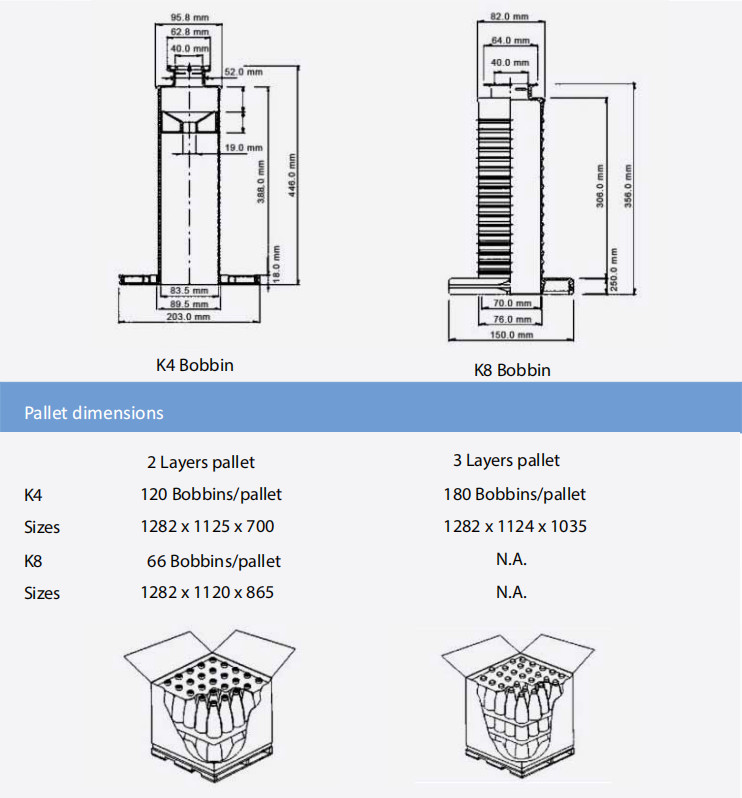
Pakado
E-Glass Kontinua tordita fadeno